Chất lượng của mối hàn khí phụ thuộc vào cách chọn công suất của mỏ hàn, chất lượng que hàn, cách điều chỉnh ngọn lửa hàn, cách chọn phương pháp hàn và góc nghiêng của mỏ hàn.
Ta xét các yếu tố sau:
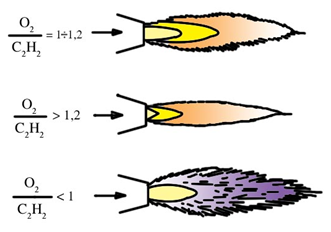
1. Ngọn lửa hàn khí:
+Ngọn lửa hàn có thể chia làm ba vùng: nhân ngọn lửa, vùng trung tâm (hoàn nguyên), vùng đuôi (ôxy hóa).
+Màu sắc của vùng nhân sáng trắng, vùng giữa sáng vàng, vùng đuôi vàng sẫm có khói.

với tỷ lệ này sẽ cho ngọn lửa có những đặc điểm và công dụng khác nhau:
– Ngọn lửa β = 1,1 ¸ 1,2 gọi là ngọn lửa trung hòa. Ngọn lửa này thường được dùng để hàn thép.
– Ngọn lửa β > 1,2 được gọi là ngọn lửa thừa ôxy hay ngọn lửa ôxy hóa. Ngọn lửa này thích hợp dùng để hàn đồng và hợp kim của chúng
– Ngọn lửa β < 1,1 gọi là ngọn lửa thừa cacbon hay ngọn lửa cácbon hóa.
Ngọn lửa này dùng để hàn gang
+Trước khi hàn phải tiến hành vát mép, làm sạch mép hàn và khu vực quanh mối hàn rộng (20¸30) mm. Vật hàn phải được gá đặt hợp lí.
2. Phương pháp hàn:
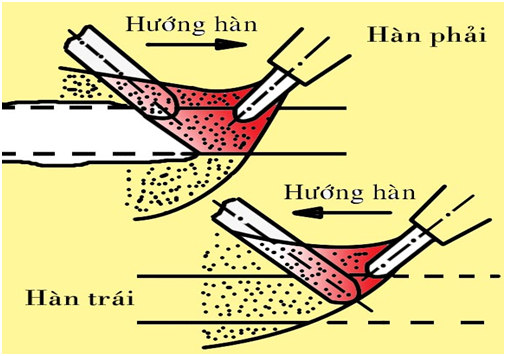
Căn cứ vào sự dịch chuyển của mỏ hàn và que hàn ta chia hàn khí thành hai phương pháp.
– Phương pháp hàn phải:
Khi ngọn lửa hướng lên mối hàn quá trình hàn dịch từ trái qua phải mỏ hàn đi trước que hàn.
Phương pháp này có năng suất cao và tiết kiệm được khí Axêtylen, đây là phương pháp hàn chủ yếu trong công nghệ hàn hơi.
– Phương pháp hàn trái:
Khi ngọn lửa hướng về phía chưa hàn, quá trình hàn dịch chuyển từ phải qua trái, que hàn đi trước mỏ hàn.
Tốc độ hàn theo phương pháp này tương đối chậm.
3. Góc nghiêng của mỏ hàn:
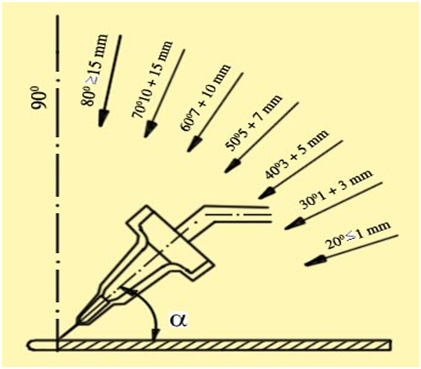
Góc nghiêng của mỏ hàn
• Góc nghiêng của mỏ hàn chủ yếu căn cứ vào chiều dày của vật hàn và tính chất nhiệt, lý của kim loại.
• Chiều dày vật hàn càng lớn thì góc nghiêng α càng lớn
4. Chế độ hàn:
• Công suất ngọn lửa:
Công suất ngọn lửa khi hàn khí được tính theo công thức:
A = K.S (lít/giờ).
Trong đó:
S – Chiều dày vật hàn (mm).
K – Hệ số phụ thuộc loại kim loại vật hàn và phương pháp hàn.
• Đường kính que hàn:
Khi hàn thép chiều dày < (12¸15)mm ta có thể dùng công thức kinh nghiệm sau:
d = S/2 + 1 (mm) Đối với hàn trái
d = S/2 (mm) Đối với hàn phải
Khi hàn vật dày S > 15mm đường kính que hàn chọn khoảng (6¸8)mm.
Chuyển động của mỏ hàn và que hàn:
Để hàn mối hàn sấp bằng phương pháp hàn trái (khi chiều dày < 3mm hoặc khi vật hàn tương đối dày bằng phương pháp hàn phải, chọn chuyển động của mỏ hàn và que hàn như sau:
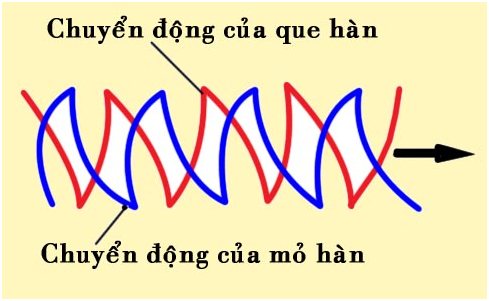
Chuyển động của mỏ hàn và que hàn










Your article helped me a lot, is there any more related content? Thanks!
Thanks for sharing. I read many of your blog posts, cool, your blog is very good.
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article.
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article.
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article.
I don’t think the title of your article matches the content lol. Just kidding, mainly because I had some doubts after reading the article. https://www.binance.info/en/register?ref=JHQQKNKN
Your article helped me a lot, is there any more related content? Thanks! 注册免费账户
Thank you for your sharing. I am worried that I lack creative ideas. It is your article that makes me full of hope. Thank you. But, I have a question, can you help me?